
Induktionserwärmung für Industrielle Anwendungen
Die Induktionsheizung selbst wird seit mehr als 50 Jahren kommerziell eingesetzt und trotzdem ist sie bis heute für ein breiteres Publikum weitgehend unbekannt.
Dank der modernen Technik haben heutige Geräte nur 1/10 des Gewichtes im Vergleich zu den früheren Geräten. Die kompakte Bauweise, kleines Gewicht , Flexibilität der Anwendungen und angemessener Preis ermöglichen heute eine breite Anwendung der induktiven Erwärmung.
Was ist Induktionsheizung?
Dank der modernen Technik haben heutige Geräte nur 1/10 des Gewichtes im Vergleich zu den früheren Geräten. Die kompakte Bauweise, kleines Gewicht , Flexibilität der Anwendungen und angemessener Preis ermöglichen heute eine breite Anwendung der induktiven Erwärmung.
Was ist Induktionsheizung?
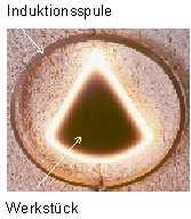
Die Induktive Erwärmung unterscheidet sich grundsätzlich von den meisten anderen Erwärmungsarten. Die Wärme entsteht im Werkstück selbst und es wird kein Wärme-Übertragungsmedium benötigt, z.B. Luft oder irgend eine leitende mechanische Verbindung. Die elektrische Energie wird dem aufzuheizenden Werkstück durch ein Magnetfeld übertragen.
Der durch die Induktionsspule fliessende Wechselstrom erzeugt ein magnetisches Wechselfeld, das im Werkstück einen bestimmten Strom zu Folge hat. Die über die Induktionsspule zugeführte elektrische Energie wird also vorerst in magnetische Energie und diese alsdann im Werkstück in Wärme umgewandelt. Die Stromdichte im Werkstück ist durch sogenannten Skineffekt bestimmt. Dabei wird die grösste Stromdichte an der Werkstückoberfläche erreicht. Nach innen fällt die Stromdichte exponential ab. Im Inneren des Materials fliesst praktisch kein Strom mehr. Die gelben Stellen weisen die grösste Stromdichte auf.
Der durch die Induktionsspule fliessende Wechselstrom erzeugt ein magnetisches Wechselfeld, das im Werkstück einen bestimmten Strom zu Folge hat. Die über die Induktionsspule zugeführte elektrische Energie wird also vorerst in magnetische Energie und diese alsdann im Werkstück in Wärme umgewandelt. Die Stromdichte im Werkstück ist durch sogenannten Skineffekt bestimmt. Dabei wird die grösste Stromdichte an der Werkstückoberfläche erreicht. Nach innen fällt die Stromdichte exponential ab. Im Inneren des Materials fliesst praktisch kein Strom mehr. Die gelben Stellen weisen die grösste Stromdichte auf.
|
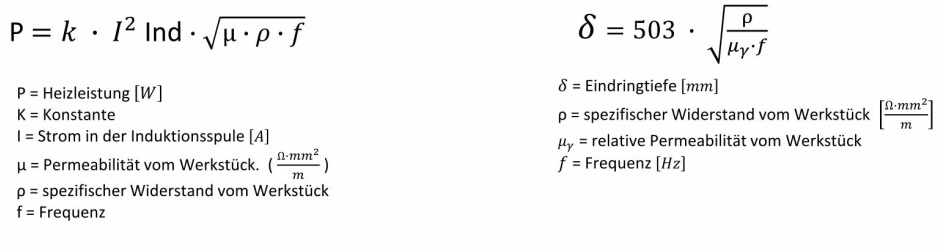
Die im Werkstück induzierte Heizleistung (P) ist:
|
Die Eindringstiefe des Stromes ist:
|
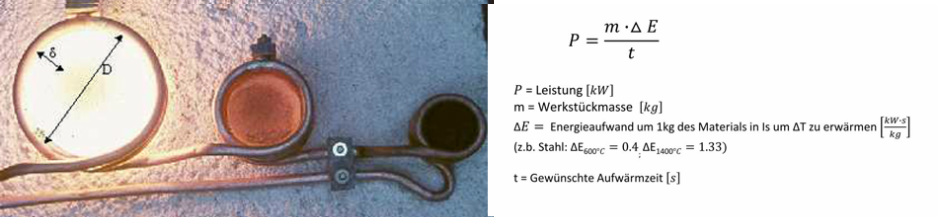
Die Gleichung ist gültig, falls der Werkstückdurchmesser mindestens 2 mal grösser als die Eindringtiefe des Stromes ist.
Drei Induktoren sind in die Reihe geschaltet. Der Strom ist gleich in allen drei Induktoren. Nur beim grössten Werkstück gilt, D ist grösser als die doppelte Eindringtiefe des Stromes. Das kleine rechte Werkstück wird nicht geheizt, weil D kleiner als die 2-fache Eindringtiefe des Stromes ist.
Die Verbindung zwischen Wärmeenergie, Werkstücktemperatur und Erwärmungszeit ist:
Drei Induktoren sind in die Reihe geschaltet. Der Strom ist gleich in allen drei Induktoren. Nur beim grössten Werkstück gilt, D ist grösser als die doppelte Eindringtiefe des Stromes. Das kleine rechte Werkstück wird nicht geheizt, weil D kleiner als die 2-fache Eindringtiefe des Stromes ist.
Die Verbindung zwischen Wärmeenergie, Werkstücktemperatur und Erwärmungszeit ist:
Die Energie die der Induktionsspule zugefügt wird (P Spule) ist um einiges grosser als die Energie die in Werkstücktemperatur umgesetzt wird.
Durch grosse Ströme in der Induktionsspule entstehen im Kupfer, die Induktoren sind fast immer aus Kupfer, grosse Verluste. Somit bewegt sich der sogenannte Wirkungsgrad der Zylinderspule von max. 90% (Werkstück aus Stahl) bis max. 40% (Werkstück aus Kupfer).
Der Wechselstrom wird von einem MF-Generator bzw. Induktionsgenerator erzeugt, der eine Effizienz von 90 bis 95% hat. Dies entspricht dem Verhältnis von abgegebener Leistung in der Spule und der Netzleistung.
Durch grosse Ströme in der Induktionsspule entstehen im Kupfer, die Induktoren sind fast immer aus Kupfer, grosse Verluste. Somit bewegt sich der sogenannte Wirkungsgrad der Zylinderspule von max. 90% (Werkstück aus Stahl) bis max. 40% (Werkstück aus Kupfer).
Der Wechselstrom wird von einem MF-Generator bzw. Induktionsgenerator erzeugt, der eine Effizienz von 90 bis 95% hat. Dies entspricht dem Verhältnis von abgegebener Leistung in der Spule und der Netzleistung.